| 是否厂家 | 生产厂家 |
|---|---|
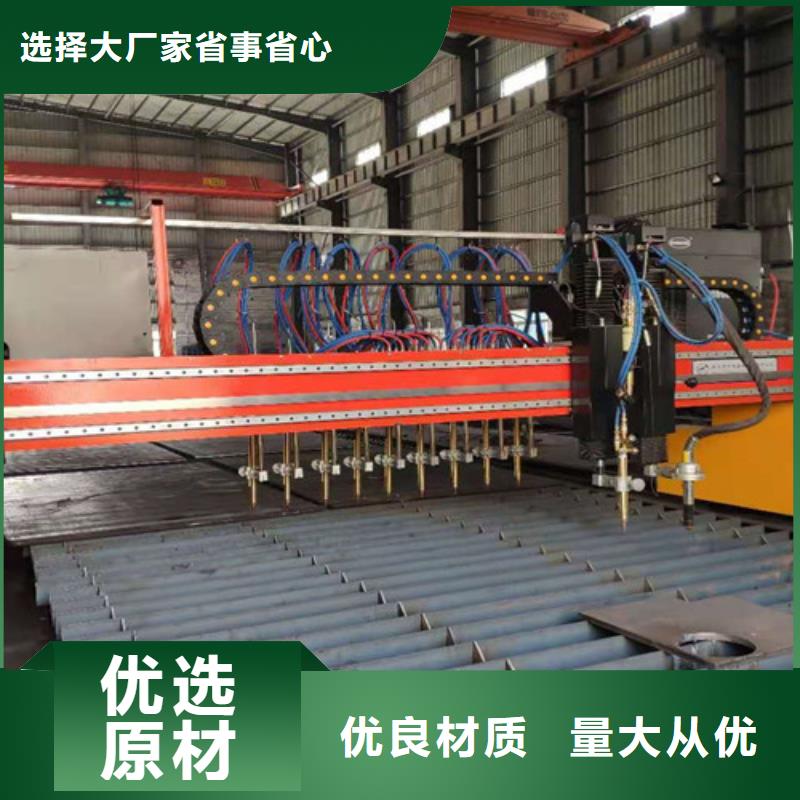
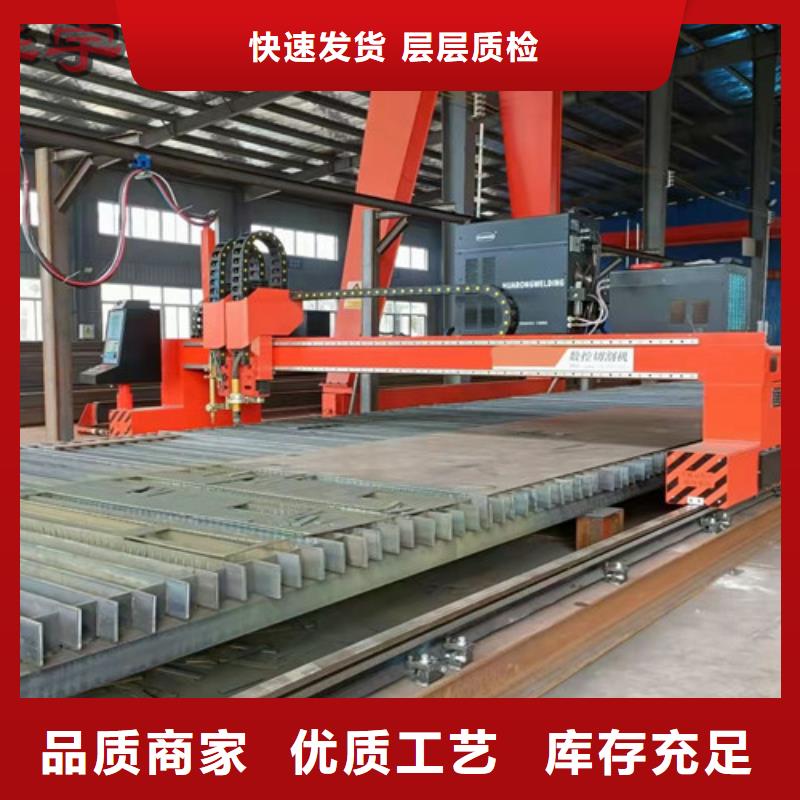
| 产品型号 | YCLM-4000 |


该型数控等离子切割机亦为龙门式结构,横向跨度有2m-10m等多种规格,均采用双轴心导轨、双边驱动,可根据用户要求配置多把火焰、等离子割炬及配套自动调高系统,可配置成数控切割与直条切割两用,以及相贯线使用.两边分别以齿轮齿条传动,工业造型结构,先进的人性化工控技术,配置高端等离子系统、传动系统、控制系统,其主要优点是速度快、切割精度高,主要针对中厚和薄板切割。可选配自动调高系统。
整机采用国标8mm钢板激光下料而成,上面跟后面折弯而,提高刚性,移动前板使用龙门刨床加工而成,大大提高整机刚性,延长使用寿命。整机结构合理按照黄金分割比例设计.它采用了常规的中央电气控制柜和中央集中气路控制的方式设计线缆气管布局合理机器具有良好的接地和电磁干扰性能可以根据客户不同的要求配置不同数量的等离子火焰切割头来满足不同客户的要求。
数控等离子切割机具有操作简单、度高、工作效率高、劳动强度低等多种优点在多个种类的加工件中应用十分广泛。数控等离子切割机常被应用于多个行业如:化工机械、汽车工业、通用工程机械等。对于那些采用传统方式难以切割的材料可通过数控等离子切割机完成。此外在切割速度上在切割小厚度普通碳素钢薄板时数控等离子切割速度快于传统氧切割速度的数倍同时切割面保持光洁热变形情况较好。数控等离子切割机切割件质量对于产品质量有着十分关键的影响科学合理的优化切割路径具有重要价值。切割件热变形的原因分析在进行等离子切割机操作的过程中出现时热变形的情况的概率较小然而在金属板材轧制和冷却中难以避免产生残余内应力。这是因为在切割过程中由于受到局部高温热源因素的影响金属板材会沿着切割的方向发生膨胀膨胀后的金属板材周围的母板便会受到一定的限制导致金属板材在切口边缘的位置上发生较大的应力作用。数控等离子切割机以工作方式来分:有干式等离子、半干式等离子、水下等离子之分;以切割质量来分有普通等离子、精细等离子、类激光等离子等。 数控等离子切割机主要的应用领域为:不锈钢、铸铁、铜、铝及其他有色金属的板材或厚度在6mm以下的薄板等,主要用于平面切割非规则图形,理论上只要用AUTOCAD能画出来的图形就能切割(半径小于2倍等离子割缝宽度的图形无法切割)。数控等离子切割机前景:由于数控等离子切割机本身切割速度快,切割质量好的优点,在不久的将来定会代替部分的人工等离子切割、人工火焰切割机及数控火焰切割!
相信大家在采购龙门式等离子数控切割机以及数控等离子切割机配件等设备的时候,会发现目前混乱的数控等离子切割机行业有很多的公司,并且这些大大小小的公司也会报出不同的价格,比如龙门式等离子数控切割机多少钱?因此大家在购买的时候就会开始犯疑惑了,不知道该如何下手,每家公司给的价格都不一样,我们一般都会多问几家,然后选择价格低的,难道真的是这样的吗? 答案是不一定的,不能因为它的价格低,我们就选择它,无论是那家公司,大家都应该知道物有所值这个道理。我们就拿龙门式等离子数控切割机举例子,一万多、两万多、三万多、四万多、五万多、六万多上不封顶,这就让购买者犯难了,但其实跟平常买东西没差,两元店的塑料梳子和上点档次的琉璃梳、牛角梳、象牙梳、桃木梳、紫檀梳等等,材质价格都大有不同一样,梳子都是有齿的,都能梳头发,但是能用多久,是对人体有益处还是没益处,或者观赏价值都不一样,龙门式等离子数控切割机也是这个道理。
很多时候龙门式等离子数控切割机价格差就差在配件上面了,你所便宜的价格都在机器配件上压缩给厂家了,谁都不是慈善家,做生意就是为了赚钱,自以为选择了“物美价廉”的人就要承担后果,性能不稳定、不给售后、损坏率高、打标效果不理想等等。就像买衣服,一件好点中高端的外套可以穿上上十年,廉价的连一个季度都撑不下来,还降低了档次,所以一个好的数控等离子切割机配件能够给龙门式等离子数控切割机设备带来的优势是很强势的。
随着我们切割技术的进步,出现了很多优良的切割设备,数控等离子切割机就是其中的一种。它的出现推动了我们工业生产的进步。影响切割质量的因素有很多,其中数控等离子切割机电弧的稳定性是非常重要的。以下几点都会影响到数控等离子切割机电弧的稳定性。
数控等离子切割机厂家
1、气压过低:
数控等离子数控切割机工作时,如工作气压远远低于说明书所要求的气压,这意味着等离子弧的喷出速度减弱,输入空气流量小于规定值,此时不能形成高能、高速度的等离子弧,从而造成切口质量差、切不透、切口积瘤的现象。
解决方法:使用前注意观察数控等离子数控切割机空压机输出压力显示,如不符合要求,可调整压力或检修空压机。如输入气压已达要求,应检查空气过滤减压阀的调节是否正确,表压显示能否满足切割要求。否则应对空气过滤减压阀进行日常维护保养,确保输入空气干燥、无油污。如果输入空气质量差,会造成电磁阀内产生油污,阀芯开启困难,阀口不能完全打开。另外,割炬喷嘴气压过低,还需更换电磁阀;气路截面变小也会造成气压过低,可按说明书要求更换气管。
2、气压过高:
若输入空气压力远远超过0.45MPa,则数控等离子数控切割机在形成等离子弧后,过大的气流会吹散集中的弧柱,使弧柱能分散,减弱了等离子弧的切割强度。造成气压过高的原因有:输入空气调节不当、空气过滤减压阀调节过高或者是空气过滤减压阀失效。
解决方法:检查空压机压力是否调整合适,空压机和空气过滤减压阀的压力是否失调。开机后,如旋转空气过滤减压阀调节开关,表压无变化,说明空气过滤减压阀失灵,需更换。
数控等离子切割机公司
相信只要我们在操作数控等离子切割机时能避免这几种情况的出现,就一定能保证很好的切割效果。感谢大家的关注。
![[佳木斯]华宇诚数控科技有限公司名片](http://ypmimg.qy55.com/UploadImg/overDate/new_card.jpg "[佳木斯]华宇诚数控科技有限公司名片")